


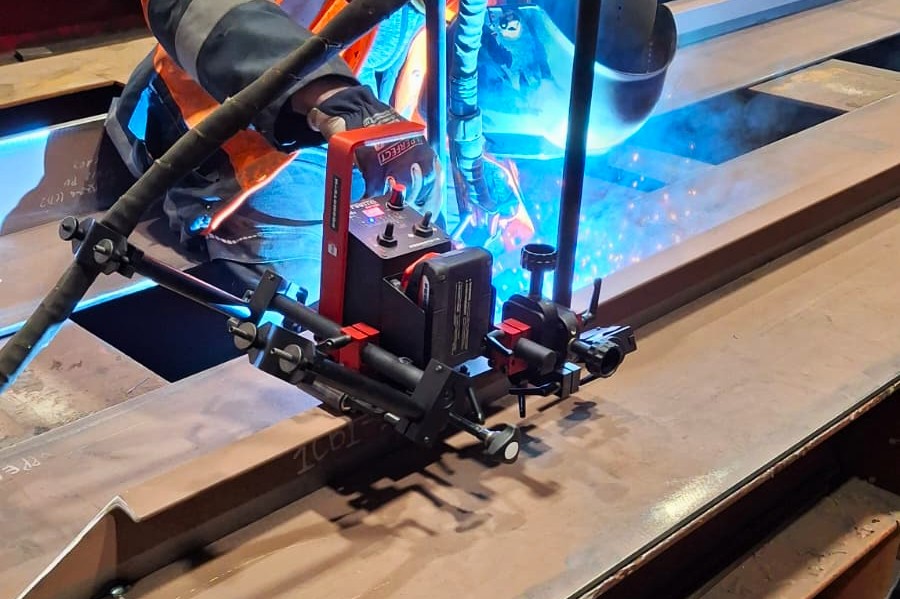
MANTIS Battery – Dual Torch Cordless Welding Tractor that travels directly on a stiffener
PROMOTECH expands its portfolio with the MANTIS Battery – a specialized dual torch cordless welding tractor engineered for precise and efficient welding of the stiffeners. It supports MIG/MAG continuous and stitch fillet welding with travel speeds from 5 to 130 cm/min. A closed-loop control system ensures perfectly stable travel speed throughout the operation, even under varying load conditions.

Types and dimensions of steel profiles suitable for the MANTIS Battery
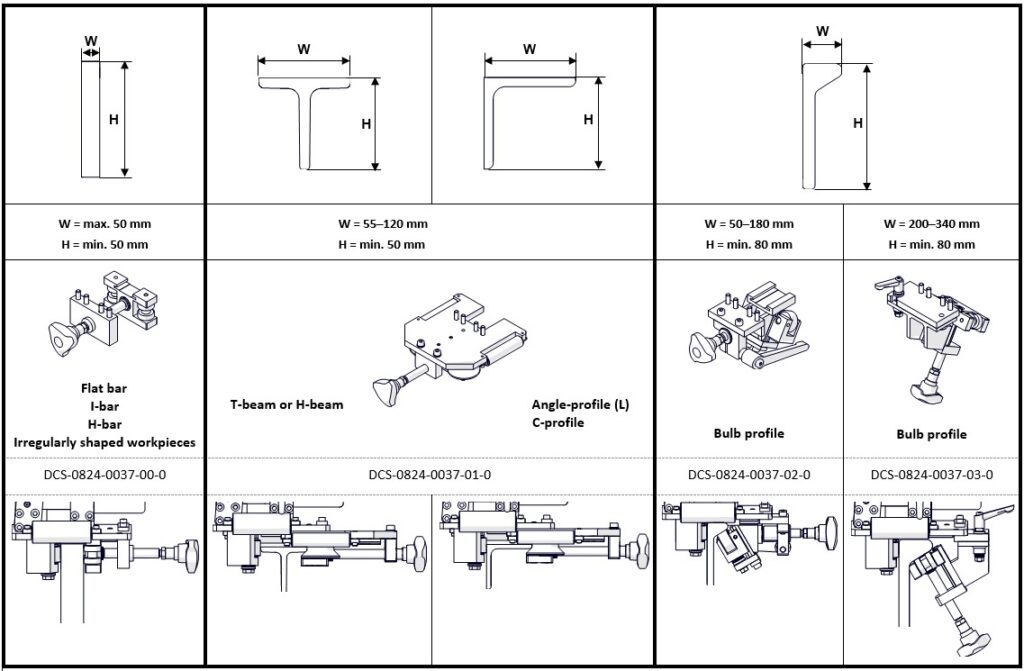
MANTIS Battery is the first solution in PROMOTECH’s welding tractor range that runs directly on a variety of structural steel profiles, including:
• Flat bars
• Angle profiles (L)
• T-bars
• Bulb flats (bulb profiles)
• I-beams or H-beams
• Channels (C-profiles)
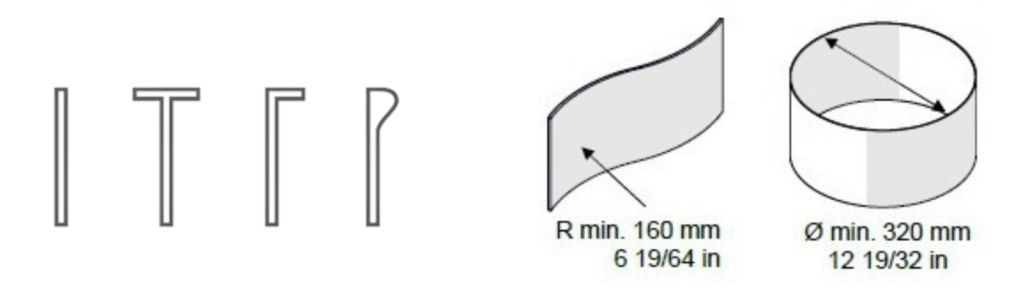
• Irregularly shaped workpieces with a radius down to 150 mm
The 7-kg tractor (WOZ-0824-0788-00-0) can be fitted with any of four optional clamps, allowing the setup to be matched precisely to the type of profiles being welded. Each clamp is offered as an individual accessory and is purchased separately.
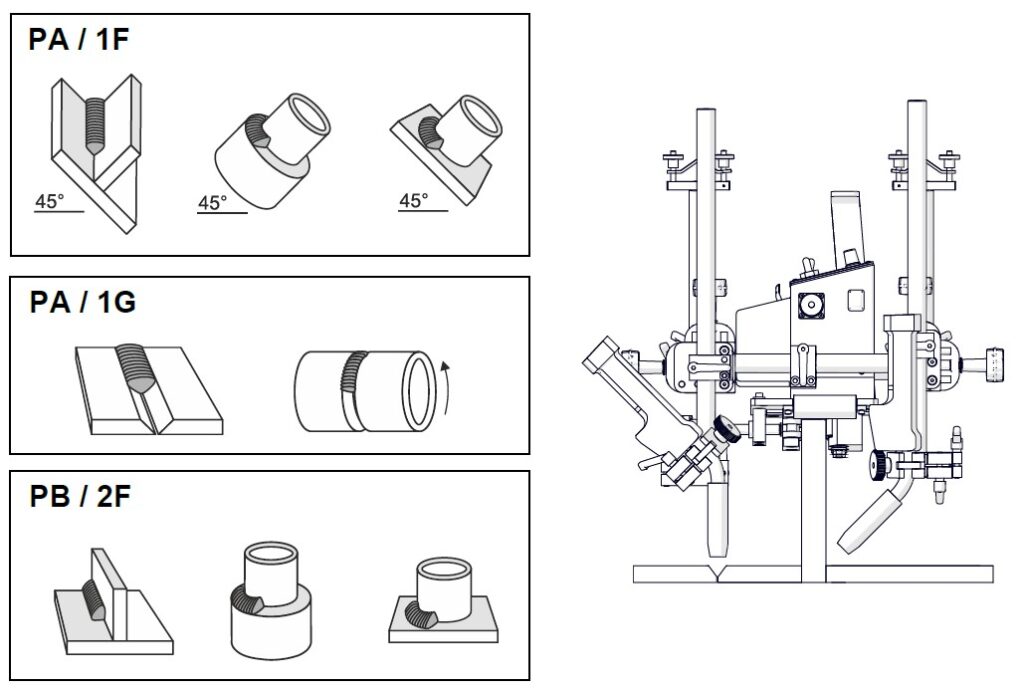
It works in 1F, 1G and 2F welding positions. From shipbuilding and offshore platforms to bridges, storage tanks, and industrial facilities, the MANTIS Battery offers a safer, faster, and more reliable method for welding reinforcement profiles.
Fillet Stitch and Continuous Dual Side Operation
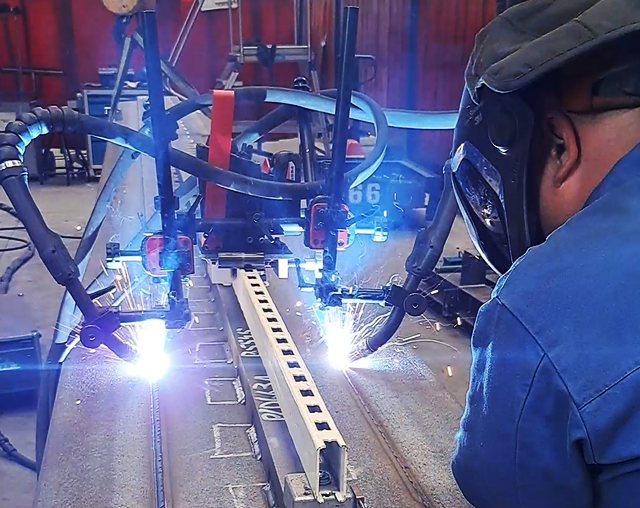
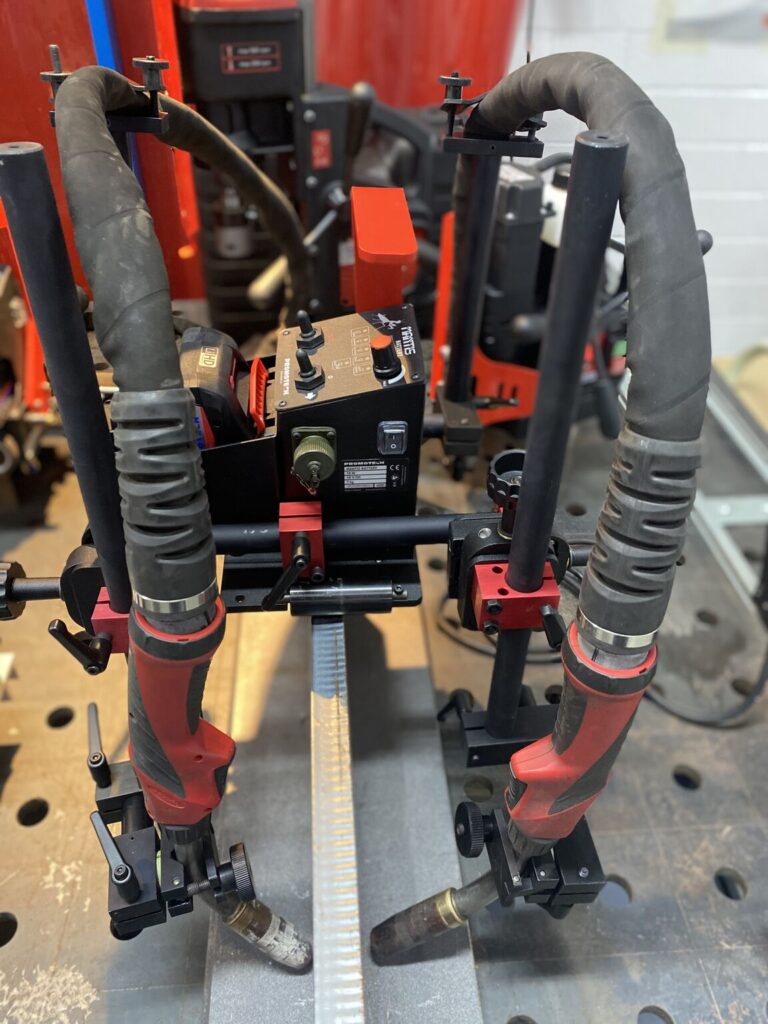
The MANTIS Battery stands out with its ability to run two welding torches simultaneously. Its dual-sided functionality enables continuous or stitch welding on both sides of a joint, significantly shortening overall work cycles. Compact and lightweight, carriage can be easily repositioned wherever it’s needed.
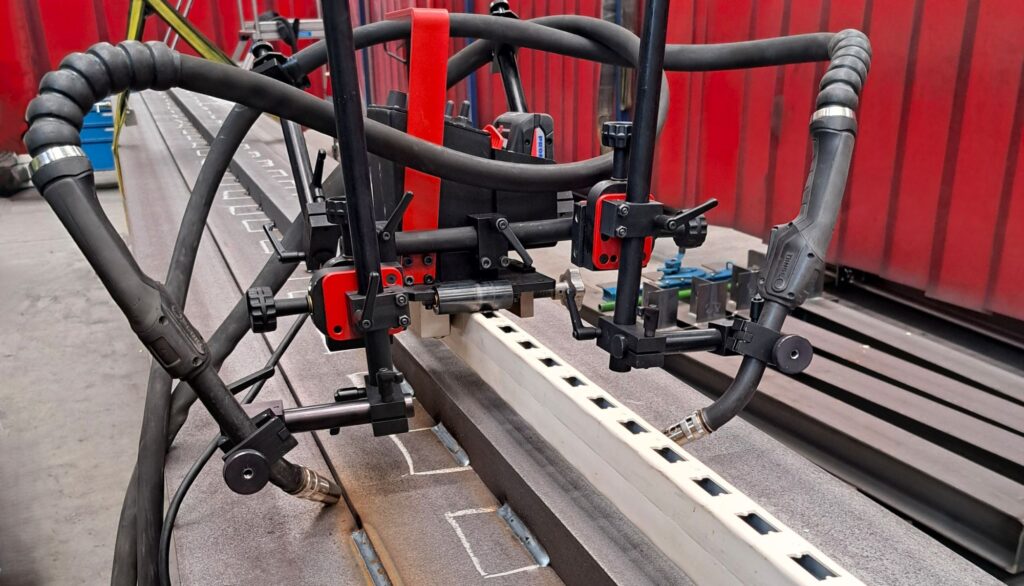
The MANTIS Battery is equipped with mounts for two welding torches and a cross-slide that allows independent vertical and horizontal adjustment of each torch. Single- or dual-torch side welding is selectable, and the arm height is adjustable.
Welding Patterns
The MANTIS Battery welding tractor supports both continuous and stitch fillet welding. In stitch mode, the tractor creates a series of individual weld spots or short weld segments along a joint instead of one continuous weld in chain or staggered stitch pattern.
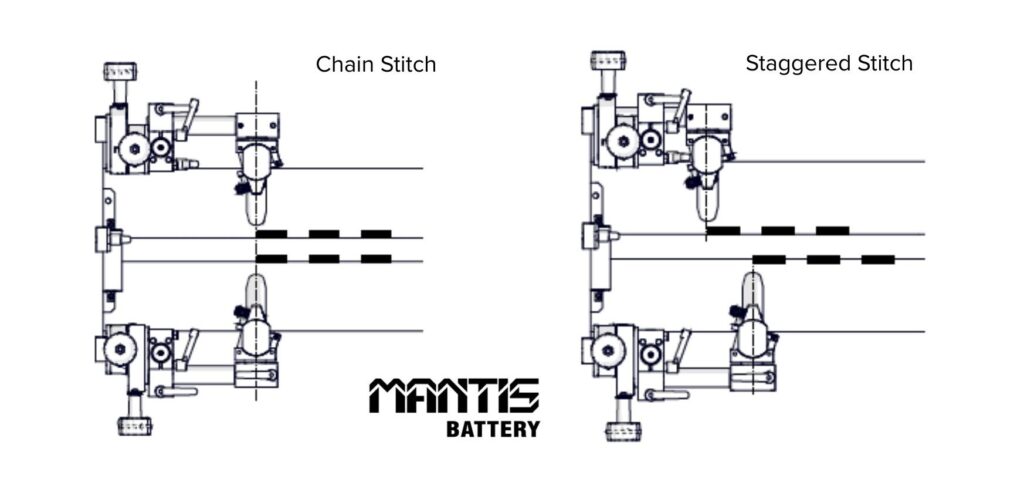
• Chain Stitch Fillet Welds:
Weld segments are placed directly opposite each other on both sides of the joint, creating a balanced and uniform pattern.
• Staggered Stitch Fillet Welds:
Weld segments are offset on opposite sides of the joint, reducing heat concentration and minimizing distortion in thinner materials.
Tractor moves at full travel speed between stitches, minimizing downtime and reducing operational costs. Precise control over weld placement and heat input ensures consistent, repeatable results across a wide range of fabrication tasks.

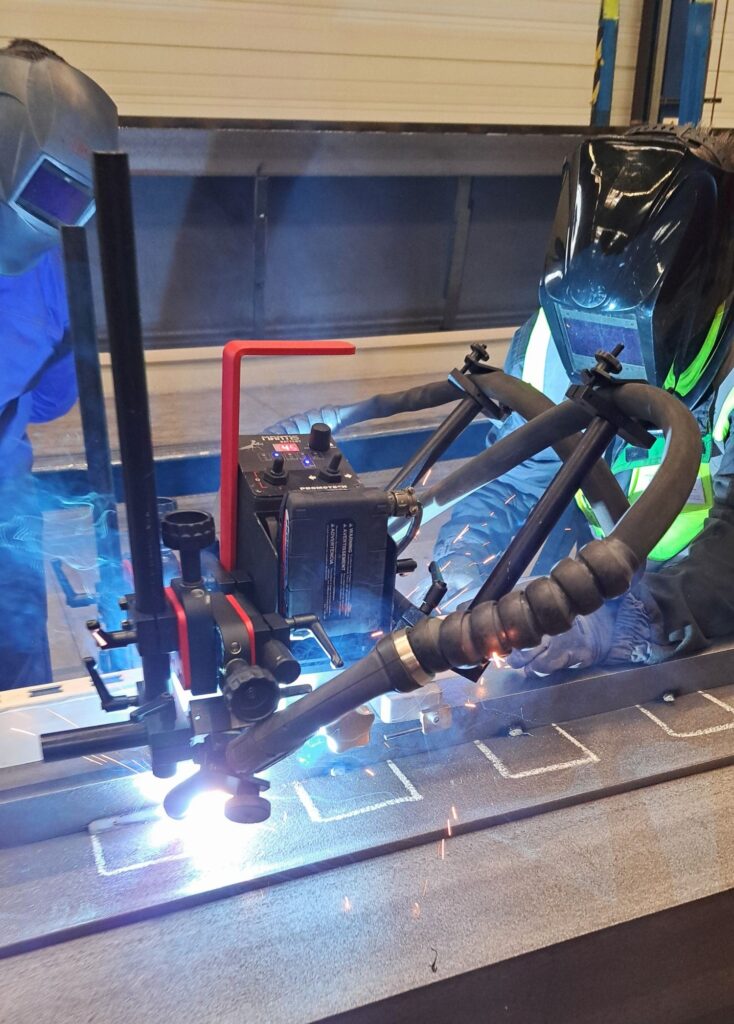
Simple Programming and Monitoring
The multi-functional LED display provides clear visibility of:
• Travel speed and selected units
• Weld programming data
• Diagnostics and status messages
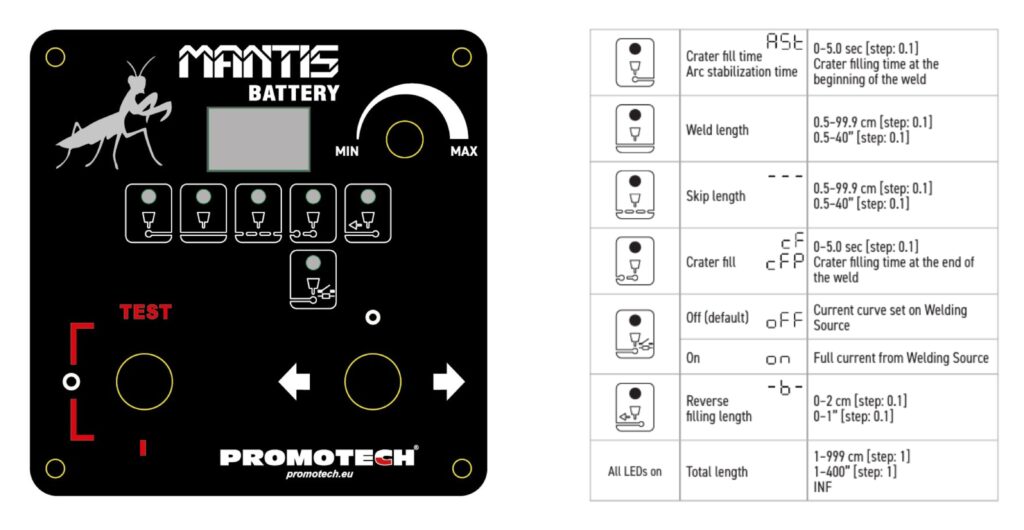
Simple and ergonomic programming of welding parameters includes:
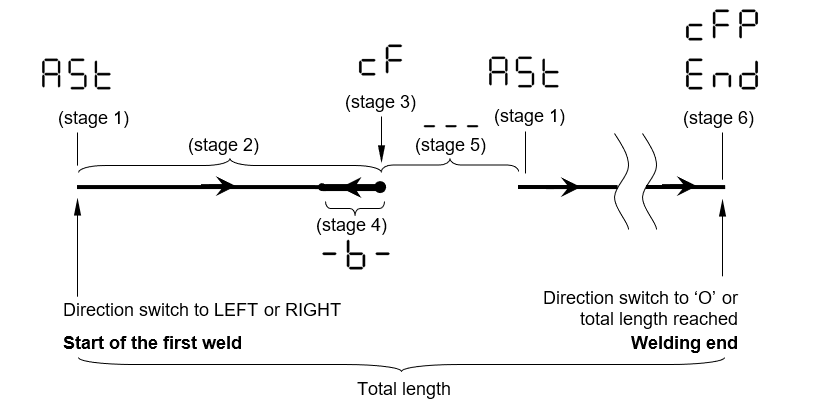
- Arc stabilization time ( ASt): Filling the crater at the beginning of the weld.
- Length of a single weld
- Skip between welds ( —): If the skip is set to 0, the carriage welds in continuous mode.
- Crater filling time ( cF/ cFP): Filling the crater at the end of the weld, CF for continuous weld, CFP for stitch welding.
- Behavior of the arc ignition relay while filling the crater. Parameter available when the crater filling time is set to more than 0.
- ON (LED on) – welding source uses full current while filling the crater.
- OFF (default, LED off) – welding source decreases the current of the arc while filling the crater. Time of filling the crater must be higher or equal to the current lowering time of the welding source.
- Backweld length ( -b-): Parameter available when the skip is set to more than 0. Parameter is not available for continuous welding (skip equal to 0). The maximum backweld length is equal to the length of a single weld.
- All LED’s – Total path: Total path is longer or equal to the sum of weld length and skip. If set to infinity ( InF ), the program executes until you stop the tractor with the direction switch.
Paired with programmable weld patterns and a closed-loop speed control system, the MANTIS Battery delivers consistently precise, repeatable results — crucial for large-scale structural fabrication.


Power Source – CAS LiHD Battery
MANTIS Battery is powered by an 18 V DC LiHD (Lithium High Density) CAS battery, already proven in PROMOTECH’s other cordless machines. By eliminating power cords, the MANTIS Battery offers higher safety across a wide range of structural welding applications, even in demanding environments such as offshore platforms, shipyards, bridge construction, and confined spaces where cables often pose a hazard.
Cordless machines allow moving about freely without the hazard of tripping or tangling a cord. They are well-suited for the outdoor work in remote areas, where no power supply is available and battery-operated tools are more convenient to operate.
Moreover, all Cordless Alliance System (CAS) batteries employ Intelligent Battery Management, electrical and thermal, which ensures that all battery cells are protected against aggressive usage and fast charging and discharging cycling.

With additional batteries, the operator can easily swap them and continue welding without interruption, while the spare battery is being charged.
Charging time with Battery Charger LDW-0738-10-00-30-0 (EU) or LDW-0738-04-00-30-0 (UK):
~ 30 min (4.0 Ah)
~ 41 min (5.5 Ah)
~ 74 min (10.0 Ah)
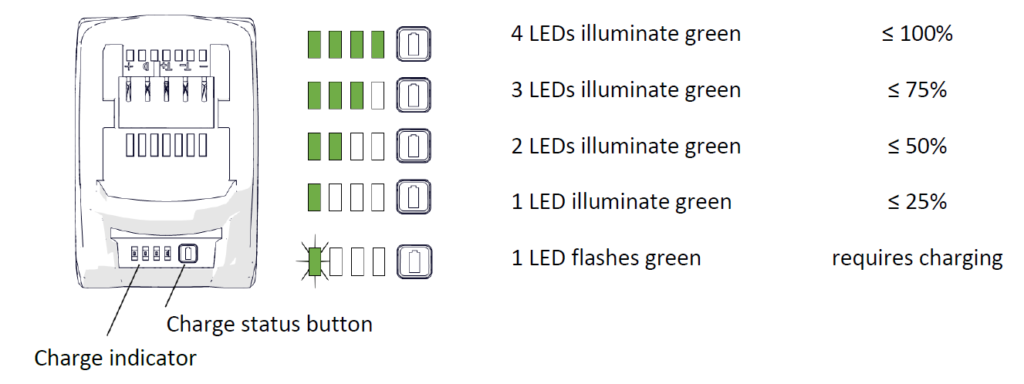
A built-in capacity indicator allows users to monitor the battery’s charge status.
Check our article to learn more about CAS Intelligent Battery Management >>
Steel profiles are used not only in load-bearing frameworks but also as reinforcing and finishing elements. Available in a wide range of shapes and sizes, they can be precisely matched to the requirements of each project.
The MANTIS Battery dual side fillet tractor offers a safer, faster, and more reliable method for welding stiffeners, reducing overall welding time without compromising quality.




