



Czym różni się spawanie aluminium od spawania innych metali?
Aluminium to popularny materiał wykorzystywany we współczesnym przemyśle. Jest lekkie, odporne na korozję i przedstawia walory estetyczne. Jednak podczas spawania ten metal niemagnetyczny stawia przed spawaczem specyficzne wyzwania.
Ze względu na wysoką przewodność cieplną, tworzenie się warstwy tlenków oraz brak widocznych zmian koloru w trakcie nagrzewania, aluminium jest znacznie mniej wyrozumiałe niż stal czy stal nierdzewna.

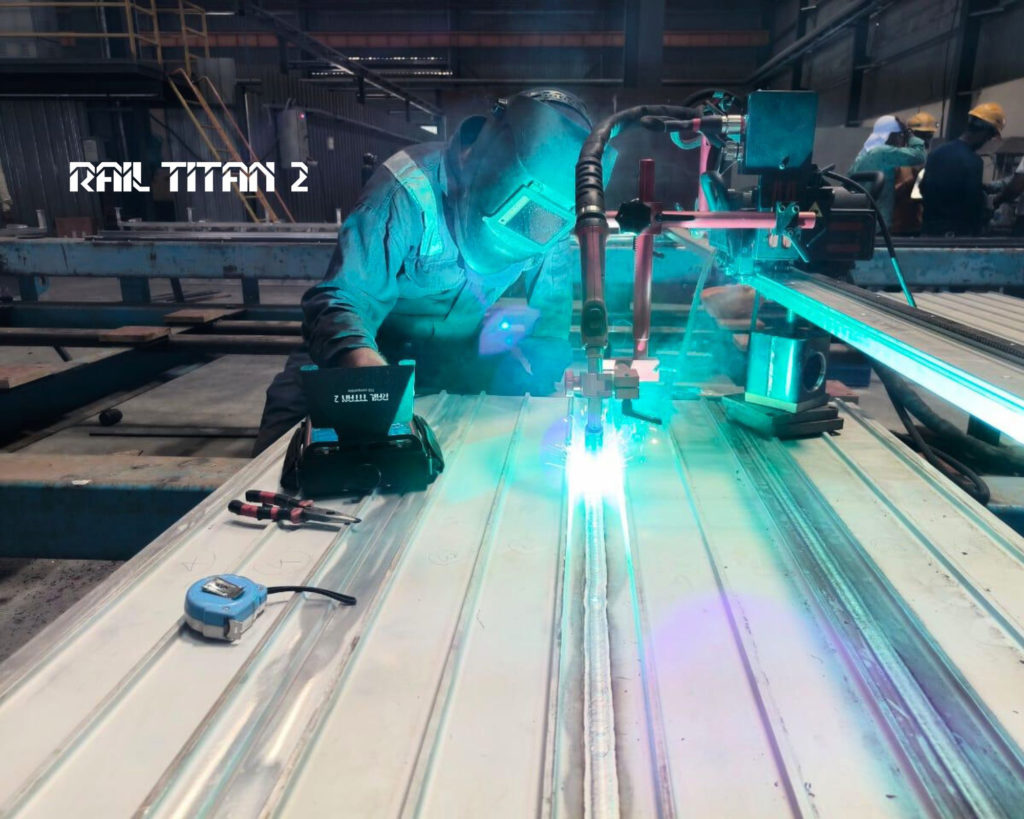
Wielu doświadczonych spawaczy, przyzwyczajonych do pracy ze stalą, jest zaskoczonych zachowaniem aluminium pod wpływem ciepła. Aby osiągnąć spoiny wolne od wad, konieczna jest precyzja, pełna kontrola i zrozumienie właściwości materiału. Zastosowanie wózka spawalniczego pozwala uzyskać powtarzalne, jednolite rezultaty, co jest szczególnie korzystne przy długich spoinach wymagających wysokiej precyzji.
Branże korzystające ze spawania aluminium
Dzięki korzystnemu stosunkowi wytrzymałości do masy oraz odporności na korozję, aluminium znajduje zastosowanie między innymi w:
- produkcji naczep i zabudów samochodowych
- pojazdach szynowych i lokomotywach
- przemyśle stoczniowym i morskich konstrukcjach
- architekturze i elementach dekoracyjnych
- lotnictwie i kosmonautyce
- ramach przemysłowych i obudowach maszyn
- wymiennikach ciepła i systemach rurowych

Unikalne właściwości aluminium
Przed rozpoczęciem spawania konieczne jest dokładne oczyszczenie materiału. Dlaczego?
Naturalna skłonność aluminium do utleniania może prowadzić do powstawania wad spoiny, takich jak porowatość czy odkształcenia.
Dodatkowo oleje, brud i zanieczyszczenia wpływają negatywnie na jakość i wytrzymałość połączenia.
Poniżej w tabeli przedstawiamy porównanie pomiędzy aluminium, stalą węglową i nierdzewną:
| Właściwość | Stal węglowa | Carbon Steel | Stal nierdzewna |
|---|---|---|---|
| Przewodność cieplna | Bardzo wysoka | Niska | Średinia |
| Temperatura topnienia | ~660°C | ~1425–1540°C | ~1400–1450°C |
| Warstwa tlenków | Twarda, gruba (2072°C) | Cienka, łatwa do usunięcia | Chromowa, ochronna |
| Zmiana koloru przy grzaniu | Brak | Czerwono-pomarańczzowe zabarwienie | Niebiesko-złote przebarwienia |
| Zalecana metoda spawania | MIG (impulsowy)/ TIG AC | MIG / elektroda / TIG | TIG / MIG |
| Osłona gazowa | 100% argon lub miks argon-hel | CO₂ lub miks Ar/CO₂ | 100% Argon (dla TIG/MIG) |
| Przygotowanie powierzchni | Krytycznie ważne (usuwanie tlenków) | Podstawowe czyszczenie | Odtłuszczanie |

Szybka utlenialność
Aluminium szybko się utlenia po kontakcie z powietrzem, tworząc cienką warstwę tlenku o wyższej temperaturze topnienia (2072°C) niż materiał bazowy – aluminium (660°C). Spawanie przez tę warstwę może powodować przepalenia w materiale. Warstwę tlenku można rozpuścić za pomocą odpowiednich rozpuszczalników.
Porowatość
Aluminium w stanie ciekłym pochłania znaczne ilości wodoru, co powoduje powstawanie mikroporów lub pęcherzyków w spoinie. To osłabia integralność strukturalną metalu, czyniąc go podatnym na uszkodzenia pod wpływem ciśnienia i naprężeń.
Porowatość można zminimalizować poprzez stosowanie czystych materiałów i sprzętu, usuwanie oleju i tłuszczu z powierzchni metalu oraz stosowanie gazu osłonowego ograniczającego zanieczyszczenia.

Wysoka przewodność cieplna aluminium
Przewodność cieplna aluminium wynosi około 235 W/m·K, czyli 4–5 razy więcej niż w przypadku stali (typowo ~50 W/m·K). Oznacza to, że aluminium bardzo skutecznie i szybko rozprowadza ciepło po swojej powierzchni i objętości.
W momencie rozpoczęcia spawania, ciepło zamiast koncentrować się tylko w strefie spawania, natychmiast rozchodzi się po całym materiale. Wysoka przewodność cieplna ma istotny wpływ na zachowanie się spoiny oraz sposób konfiguracji sprzętu. Ponieważ aluminium tak równomiernie rozprowadza ciepło, trudniej jest utrzymać skoncentrowaną strefę cieplną, zwłaszcza w cieńszych materiałach.
Ogromną zaletą wózków spawalniczych jest to, że zapewniają stałą prędkość przesuwu. Bez niego ręczne zmiany prędkości mogą spowodować, że spoina ostygnie zbyt szybko (co skutkuje brakiem przetopu) lub zbyt mocno się nagrzeje w miejscowych obszarach (co skutkuje przepaleniem).

Niska temperatura topnienia
Aluminium topi się w stosunkowo niskiej temperaturze w porównaniu z wieloma innymi metalami. Temperatura topnienia aluminium wynosi około 660°C, podczas gdy stal topi się w około 1370–1500°C, a miedź w około 1085°C.
„Niska temperatura topnienia”, w połączeniu z wysoką przewodnością cieplną, oznacza, że aluminium szybko się nagrzewa i stygnie. Dlatego łatwiej jest przypadkowo przegrzać lub przepalić aluminium, zwłaszcza przy stosowaniu procesu ręcznego. A jeśli nie jest odpowiednio kontrolowane, istnieje większe ryzyko pękania oraz trudność w utrzymaniu stabilnego jeziorka spawalniczego.
Pęknięcia na gorąco przy spawaniu aluminium
Wysoki poziom naprężeń cieplnych może prowadzić do pęknięć na gorąco lub pęknięć krystalizacyjnych w spoinach aluminiowych. To jeden z powodów, dla których aluminium kiedyś uważano za nieodpowiednie do spawania łukowego. Dodatkowo powierzchniowy tlenek aluminium (tlenek glinu) ma znacznie wyższą temperaturę topnienia – około 2050°C – co jeszcze bardziej utrudnia proces.
Dlatego tak kluczowe jest, by dokładnie oczyścić powierzchnię przed rozpoczęciem spawania.

Brak zmiany koloru
W przeciwieństwie do stali, aluminium nie zmienia koloru pod wpływem ciepła, dlatego nie dostarcza wizualnych wskazówek przegrzania.
Przechowywanie
Właściwe przechowywanie, konserwacja sprzętu i przygotowanie metalu to podstawowe kroki, aby uniknąć zanieczyszczeń. Aluminium to miękki metal, dlatego najlepiej przechowywać je w pomieszczeniach, w temperaturze pokojowej, w suchych warunkach. Dodatkowo nie zaleca się układać go w stos (np. arkuszy aluminiowych), lecz przechowywać w pozycji pionowej.
Metody spawania aluminium
TIG i MIG to najczęściej stosowane techniki spawania aluminium.
Ze względu na wysoką przewodność cieplną aluminium, ciepło szybko ucieka ze strefy spoiny. W związku z tym, aby osiągnąć i utrzymać temperaturę topnienia (660°C dla aluminium), wymagana jest większa energia początkowa.
Spawanie TIG
TIG, czyli spawanie łukowe elektrodą nietopliwą w osłonie gazu (GTAW), to jedna z najczęściej stosowanych metod spawania aluminium ze względu na swoją precyzję i jakość. Umożliwia konsekwentne wytwarzanie wystarczającej ilości ciepła do stapiania stopów aluminium, zarówno cienkich, jak i grubych elementów.
Spawanie MIG
MIG, czyli spawanie łukowe elektrodą topliwą w osłonie gazów ochronnych (GMAW), to doskonała metoda do grubszych blach aluminiowych, ponieważ ilość ciepła wprowadzana do materiału jest większa niż w przypadku TIG.
Mechaniczny podajnik drutu zapewnia większe prędkości przesuwu uchwytu. Gazy osłonowe chronią spoinę przed zanieczyszczeniami. Aby uzyskać trwałą i czystą spoinę aluminium, niezbędne są odpowiednie materiały dodatkowe, parametry spawania i osłona gazowa.
Podwójna osłona gazowa (czasami)
Aluminium jest silnie reaktywne w kontakcie z powietrzem w wysokiej temperaturze, dlatego osłona gazowa ma kluczowe znaczenie dla skuteczności procesu. Chociaż standardem jest argon, bardziej zaawansowane aplikacje mogą wymagać mieszanek z helem lub nawet podwójnej osłony gazowej z możliwością regulacji przepływu gazu.
Może to obejmować dysze formujące lub dodatkowe kubki gazowe w celu poprawy pokrycia gazowego, szczególnie podczas pracy z dużymi jeziorkami spawalniczymi.
Wyposażenie wózka spawalniczego może obejmować:
- Dodatkowe dysze gazowe lub kubki formujące
- Dodatkową osłonę gazową dla dużych jeziorek
- Zintegrowaną regulację przepływu gazu z jednostką jezdną
Użycie odpowiedniego drutu spawalniczego
Stopy aluminium to zróżnicowana grupa, także wszystkie materiały dodatkowe są kompatybilne. Niewłaściwy materiał dodatkowy może prowadzić do pęknięć lub korozji. Dobierz drut na podstawie stopu bazowego i wymaganych właściwości mechanicznych. Powszechnie stosowane druty to AlSi5 (ER4045) i AlMg4.5Mn (ER5183), w zależności od stopu.

Zaleta wózka spawalniczego w zastosowaniach z aluminium
W spawaniu aluminium ważne są nie tylko umiejętności, ale też kontrola. A wózki spawalnicze dają spawaczom kontrolę potrzebną do wykonywania wysokiej jakości spoin aluminiowych — za każdym razem. Dobrze dobrany wózek zwiększy wydajność, zapewni niezbędną powtarzalność i pomoże zmniejszyć zmęczenie operatora.

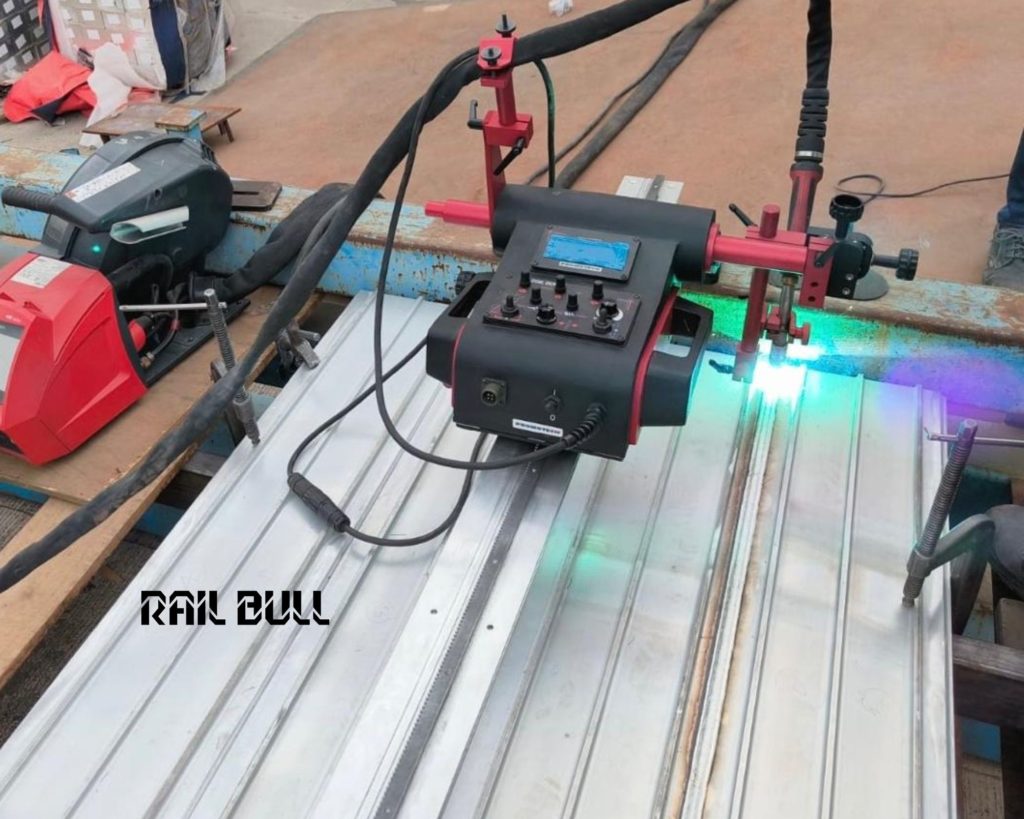
Zautomatyzowane wózki spawalnicze usprawniają proces spawania aluminium, oferując:
- Regulację prędkości przesuwu
- Krzyżowe prowadzenie uchwytu umożliwiające precyzyjne regulacje
- Kompatybilność ze sprzętem MIG lub TIG do aluminium
- System mocowania próżniowego, ponieważ aluminium jest materiałem niemagnetyczny
Dokładna prędkość przesuwu
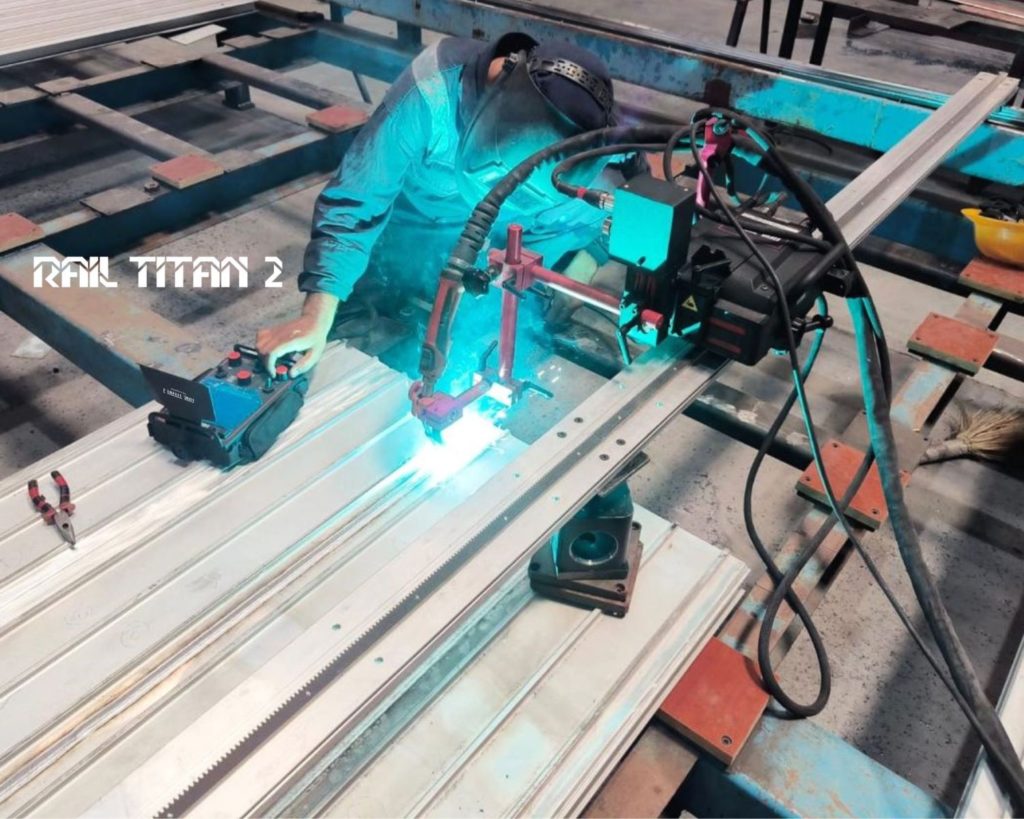
Aluminium wymaga stabilnej, płynnej prędkości ruchu, aby uniknąć przegrzania lub podtopień. Każde wahanie prędkości może powodować widoczne wady lub naruszyć integralność spoiny. Wózek spawalniczy zapewnia jednolity ruch wzdłuż całej spoiny, czego nie da się osiągnąć ręcznie.
Dokładne pozycjonowanie uchwytu
Ponieważ jeziorko aluminium jest bardziej płynne i odbijające niż w przypadku stali, niewłaściwe kąty lub odległości mogą łatwo prowadzić do złego przetopu lub zanieczyszczeń. Wózki spawalnicze umożliwiają precyzyjne ustawienie uchwytu, co ułatwia kontrolę nad jeziorkiem i zmniejsza strefę wpływu ciepła (HAZ).
Wózki, które umożliwiają dokładną regulację kąta i odległości, sprawiają, że ustawienia są precyzyjne i powtarzalne. Sztywne uchwyty nie przemieszczają się podczas pracy, co ma szczególne znaczenie przy stosowaniu TIG lub MIG z systemami push-pull — popularnymi przy spawaniu aluminium.

Odpowiednie źródło zasilania
Aby zapewnić lepsze zarządzanie ciepłem i równomierne jego dostarczanie, wózki powinny być połączone z odpowiednim źródłem prądu — zwykle impulsowym MIG lub wysokowydajnym systemem TIG. Maszyna zaprojektowana do stali może nie mieć odpowiednich funkcji do pracy z aluminium. Warto upewnić się, że wybrane źródło prądu jest odpowiednie do zadania i można je łatwo zintegrować z wózkiem.
W warunkach produkcyjnych – np. w przypadku przyczep aluminiowych, zbiorników czy komponentów morskich – powtarzalność jest kluczowa. Wózki spawalnicze zapewniają odpowiednią kontrolę, spójność spoiny i pomagają uniknąć przegrzania, co w efekcie pozwala uzyskać powtarzalny, wolny od wad rezultat.